TV50-FCMVR-EC-1STDU25: 50 m³ Mechanical vapor recompression crystallizer




Thông số kỹ thuật
Description
Overview
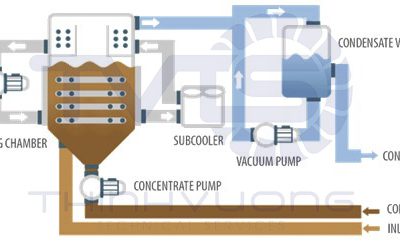
The 50 m³ Mechanical vapor recompression crystallizer (50 m³ Force Circulation MVR Evaporator Crystallizer) is an advanced industrial solution that combines the efficiency of forced circulation with mechanical vapor recompression (MVR) heat recovery technology.
Although it requires a higher initial investment and technical expertise, its long-term energy savings, superior process performance, and reduced operational cost make it an ideal choice for industries such as food & beverage, chemical, pharmaceutical, and industrial wastewater treatment.
1. Advantages of the Force Circulation MVR Evaporator Crystallizer
Energy Efficiency
The MVR technology reuses the latent heat of evaporated vapor, reducing external energy demand by up to 90% compared to traditional evaporation systems.
Effective for High-Viscosity or Scaling Solutions
A high-power circulation pump maintains continuous liquid flow through the heat exchanger, minimizing scaling and fouling on heat transfer surfaces — ensuring consistent performance even with complex feed solutions.
Continuous and Stable Operation
The system is designed for long-term continuous operation without frequent cleaning downtime, increasing production efficiency and equipment uptime.
Compact and Flexible Design
The integration of forced circulation and MVR evaporation results in a compact, space-saving design that can be easily integrated into existing industrial systems.
Reduced Operating Cost
By combining energy recovery and stable long-term performance, the Force Circulation MVR system significantly reduces OPEX compared with other evaporation or crystallization technologies.
2. Limitations of the Mechanical vapor recompression crystallizer
High Initial Investment
The MVR system requires precision compressors and complex mechanical components, resulting in a higher CAPEX than conventional systems.
High Technical Expertise
Operation and maintenance demand skilled technicians to ensure the MVR compressor and circulation system maintain long-term stability.
Noise Consideration
The MVR compressor may generate operational noise, requiring proper acoustic insulation in sensitive environments.
3. Typical Applications
Industrial Wastewater Treatment
Used to concentrate and crystallize industrial effluents, reducing the wastewater volume for final treatment and enabling recovery of valuable dissolved solids — an essential step in Zero Liquid Discharge (ZLD) systems.
Food and Beverage (F&B) Industry
Applied for concentrating dairy, fruit juice, syrups, and other heat-sensitive liquids where preserving quality and nutritional content is crucial.
Chemical Industry
Ideal for concentrating and crystallizing high-viscosity chemical solutions, improving production efficiency and reducing energy consumption.
Pharmaceutical Industry
Used for temperature-sensitive pharmaceutical compounds, helping preserve biological activity and product integrity during concentration.
Technical Highlight
The 50 m³ MVR crystallizer is engineered for industrial-scale operation, combining energy efficiency, high heat transfer performance, and robust corrosion resistance (available in Titanium or Duplex stainless steel) to ensure long lifespan and minimal maintenance.




Related products

Force Circulation MVR Evaporation and Crystallization System – Titanium

TV02-HPVE-EC-1STSS – Heat Pump Vacuum Evaporator, 2000 L/day
TV01-HPVE-EC-1STSS – Heat Pump Vacuum Evaporator, 1000 L/day

TV30-HPVE-EC-1STTA – Heat Pump Vacuum Evaporator Titanium, 30,000 L/day
TV30-HPVE-EC-1STSS – Heat Pump Vacuum Evaporator, 30,000 L/day
TV10-HPVE-EC-1STTA – Heat Pump Vacuum Evaporator Titanium, 10,000 L/day

TV100-FCMVR-EC-1STDU25: Forced Circulation Duplex MVR Evaporator 100 m³

TV50-PHEMEE-EC-3STTA | Multi-Effect Plate Heat Exchanger Evaporator System 50 m3/day

