| Item | Specification |
|---|---|
| Commercial Name | Crystallizing evaporator: TV-FCMVR-EC-1ST-TA: Capacity according to design requirements |
| Model | TV-FCMVR-EC-1ST-TA |
| Origin | Asia / Italy |
| Dimensions (mm) | Site-installed (customized according to project layout) |
| Material | Titanium |
| Steam Consumption (Kg/h) | Used only during system start-up |
| Cooling Water Flow (m³/h) | As per design specification |
| Power Consumption (W/L) | According to operating conditions |
| Treatment Capacity (m³/day) | Based on customer requirements |
| Color | Metallic (Natural Titanium Finish) |
| Guarantee | 12 Month |
| Transport | Free nationwide. Export specific quotes for each country |
Force Circulation MVR Evaporation and Crystallization System – Titanium

Mã SP: TV6229
Bình luận: 0
Lượt xem: 1952
Giá: liên hệ
The Force Circulation MVR titanium evaporation crystallization system is designed depending on the capacity requirements of each factory. The equipment is integrated with evaporation and crystallization technology, with capacity ranging from 35 m3/day to 500 m3/day. The product allows the creation of products by concentrating solutions during industrial production. In addition, Force Circulation MVR contributes to high efficiency in wastewater treatment processes. Such as: water reuse process, zero liquid discharge process (ZLD), industrial production, F&B, …
Thông số kỹ thuật
Description
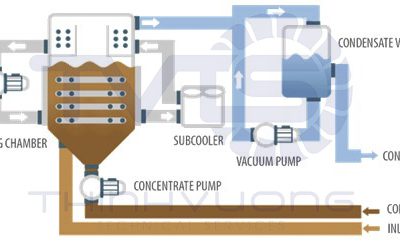
Force Circulation MVR Evaporation and Crystallization System
The Force Circulation MVR evaporation and crystallization system is an advanced industrial solution that combines the efficiency of forced circulation with mechanical vapor recompression (MVR) heat recovery technology. Constructed from titanium materials, the system requires higher initial investment and technical expertise; however, its outstanding advantages in energy saving, process efficiency, and reduced operating cost make it an ideal choice for industries such as food processing, chemicals, pharmaceuticals, and wastewater treatment.
1. Advantages of the Force Circulation MVR Evaporation System
Energy Efficiency
The MVR technology recycles the latent heat from evaporated vapor, significantly reducing external energy demand. This system can save up to 90% of energy compared to conventional evaporation systems.
Handling High-Viscosity and Scaling Solutions
With a high-power forced circulation pump, the liquid continuously circulates through the heat exchanger, preventing scaling and fouling on the tube surface — a common issue in traditional evaporators.
High Operating Efficiency and Long Uptime
The system can operate continuously for extended periods without frequent cleaning or downtime, ensuring maximum productivity and process reliability.
Compact and Flexible Design
The combination of Forced Circulation and MVR evaporation enables a compact system layout, saving installation space and allowing easy integration into existing production lines.
Lower Operating Cost
By combining high energy recovery efficiency and stable long-term performance, the Force Circulation MVR system offers a significant reduction in OPEX compared to other evaporation technologies.
2. Limitations of the Force Circulation MVR Evaporation System
High Initial Investment
The MVR system requires complex compressors and precision mechanical components, resulting in a higher CAPEX compared to conventional evaporators.
High Technical Requirements
System operation and maintenance require skilled technicians to ensure stable compressor performance and long-term reliability of the entire MVR evaporation system.
Noise Level
Mechanical vapor recompression generates compressor noise, which may require additional soundproofing or noise control measures depending on the installation environment.
3. Common Applications of the Force Circulation MVR Evaporator and Crystallizer
Industrial Wastewater Treatment
Widely applied in industrial wastewater concentration, the system reduces the total wastewater volume and recovers valuable dissolved solids, supporting Zero Liquid Discharge (ZLD) strategies.
Food and Beverage Industry
Used for concentrating milk, fruit juice, syrups, and other food liquids where maintaining nutritional content and product quality is critical.
Chemical Industry
Ideal for concentrating high-viscosity or crystallizing chemical solutions, the system enhances production stability while minimizing energy consumption.
Pharmaceutical Industry
Applied in temperature-sensitive pharmaceutical processes, where gentle evaporation preserves the bioactive properties and purity of the final product.




Related products

TV01-HPVE-EC-1STSS – Heat Pump Vacuum Evaporator, 1000 L/day
Công suất: 1000 L/day
Giá: liên hệ

TV30-HPVE-EC-1STSS – Heat Pump Vacuum Evaporator, 30,000 L/day
Công suất: 30 m3/day
17,900,000,000 ₫

TV100-FCMVR-EC-1STDU25: Forced Circulation Duplex MVR Evaporator 100 m³
Công suất: 100 m3/day
Giá: liên hệ
-5%
TV02-HPVE-EC-1STTA – Heat Pump Vacuum Evaporator Titanium, 2000 L/day
Công suất: 2000 L/day
Original price was: 3,800,000,000 ₫.3,600,000,000 ₫Current price is: 3,600,000,000 ₫.

TV50-PHEMEE-EC-3STTA | Multi-Effect Plate Heat Exchanger Evaporator System 50 m3/day
Công suất: 50 m3/day
Giá: liên hệ

TV-PHEMEE-EC-3STTA | MEE Evaporator System
Công suất: 35 - 200m3/ngày
Giá: liên hệ
-8%
TV02-HPVE-EC-1STSS – Heat Pump Vacuum Evaporator, 2000 L/day
Công suất: 2000 L/day
Original price was: 3,800,000,000 ₫.3,500,000,000 ₫Current price is: 3,500,000,000 ₫.
TV10-HPVE-EC-1STTA – Heat Pump Vacuum Evaporator Titanium, 10,000 L/day
Công suất: 10 m3/day
6,900,000,000 ₫

